- Las Titik (Spot Welding)
1.
Gambarkan dan jelaskan prinsip
kerja dari proses pengelasan titik!
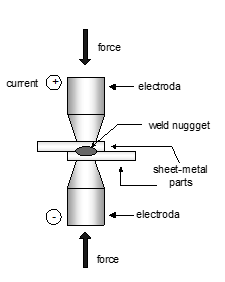
Las titik
menggungunakan kombinasi dari padas dan tekanan untuk memadukan logam. Panas
ditimbulkan dari hambatan listrik dari aliran listrik yang terbentuk pada
rangkain persambungan logam yang dilas.
2.
Gambar dan jelaskan distribusi
temperatur pada proses pengelasan titik!

Energi
panas yang timbul pada proses pengelasan ini adalah dibrikan oleh elektroda an
tergantung pada arus listrik, hambatan angkaian dan lama waktu pemakaian arus.
Secara matematis diperoleh rumus
, dimana H = panas yang timbul
I =
arus listrik
R =
hambatan
t =
waktu
3.
Jelaskan 4 tahap waktu dalam 1 siklus pengelasan pada las titik!
Seperti
pada gambar untuk soal no 2, dapat dibuat diagram antara gaya dan arus listrik sbagai berikut :

Yang
pertama adalah benda dibuat atau diletakkan diantara elektroda. (belum ada
pengaruh gaya dan arus listrik). Tahap 1 elektroda menekan benda kerja dangan
gaya f. Tahap 2 adalah tahap
pengelasan, dimana arus listrik dijalankan sehingga menghasilkan panas. Tahap 3
arus listrik dimatikan, tetapi gaya penekan benda meningkat. Tahap 4 adalah
elektroda dibuka dan proses pengelasan telah selesai.
B.
Las Oksiasetilen ( oxyacetylene welding)
- Jelaskan prinsip kerja dari proses
pengelasan oksiasetilen!
Las
oksiasetilen adalah proses pengelasan lebur oleh api bertemperatur tinggi yang
timbul dari pembakaran asetilen dan oksigen. Pada prinsipnya pengelasan ini
menggunakan bermacam-macam bahan bakar yang ditambahkan dengan oksigen untuk
membakar. Untuk melas terkadang digunakan logam pengisi (filler metal) dan ada kalanya tekanan yang diaplikasikan pada las
oksiasetilen yang bersentuhan dengan permukaan benda kerja
- Gambarkan dan jelaskan daerah
temperatur pengelasan yang terdapat pada las oksasetilen !

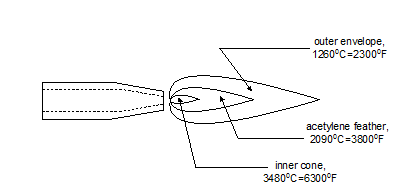
Asetilen
(C2H2) adalah bahan bakar yang paling populer, karena temperaturnya lebih
tinggi dibanding yang lain, suhunya dapat mencapai 34800C (63000F). Nyala api
diproduksi dengan reaksi kimia antara gas asetilen dengan oksigen dalam 2
tahap.
Tahap
1 C2H2
+ O2 → CO + H2
+ heat
Tahap
2 2CO + H2 + 1.5O2 → 2CO2
+ H2O + heat
Kedua tahap pembakaran ini tampak pada nyala
api yang dikeluarkan dari torch jika pemcampuran dari oksigen dan asetilen
berbanding sama 1:1. Reaksi tahap 1
seperti
terlihat adalah inner cone. Suhu tertinggi dari
nyala api ada di ujung inner cone. Selama pengelasan outer envelope
melindungi permukaan brnda kerja yang bergabung dan melindungi meja dari
otmosfer sekitar
3.Gambar
dan jelaskan sketsa oksiaserilen welding torch dan suplai gas
Campuran
gas C2H2 adn O2
yang digunakan sebagai bahan bakar dialirkan bersama kedalam torch. Ujung torch
dibuat mengecil agar dapat menghasilkan tekanan yang tinggi sdan dapat
mengarahkan pembakaran denga baik.
C.
Las Busur Listrik
1. Pengelasan busur listrik adalah sebuah
pengelasan dengan meleburkan dan memadukan logam dengan panas yang diterima
dari pancaran api listrik diantara elektroda dan benda kerja. Prinsip kerja ini juga dipakai dalam proses
pemotongan logam dengan api listrik

Seperti
ditunjukkan pada gambar, elektroda yang dihubungkan dengan sumber tenaga
(lintrik) melepaskan arus listrik diantara celah rangkaian. Ini berlanjut
karena adanya ion-ion panas berbentuik gumpalan gas yang disebut plasma. Untuk
memulai pancaran bunga api (arc) padam pengelasan ini, elektroda disentuhkan
dengan benda kerja dan dipisahkan dengan cepat dari benda kerja dengan jarak dekat. Energi listrikdari bunga
api yang terbentuk dapat menghasilkan temperatur hingga 55000C.
2.
Proses pengelasan elektroda listrik dapat dilakukan tanpa logam pengisi

0 komentar:
Posting Komentar